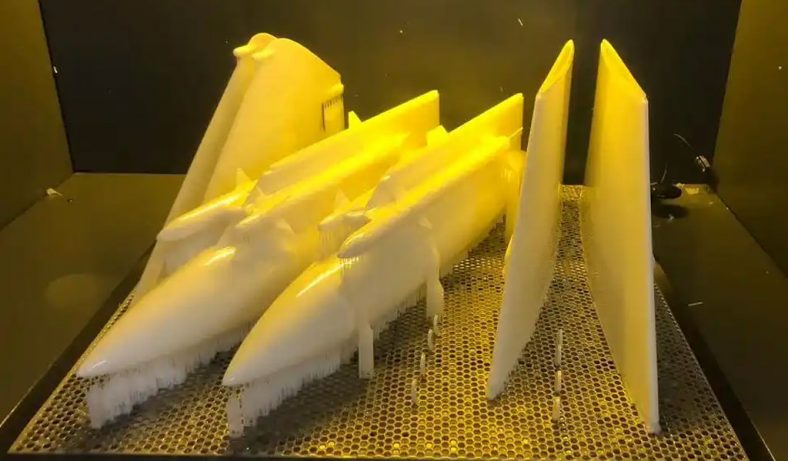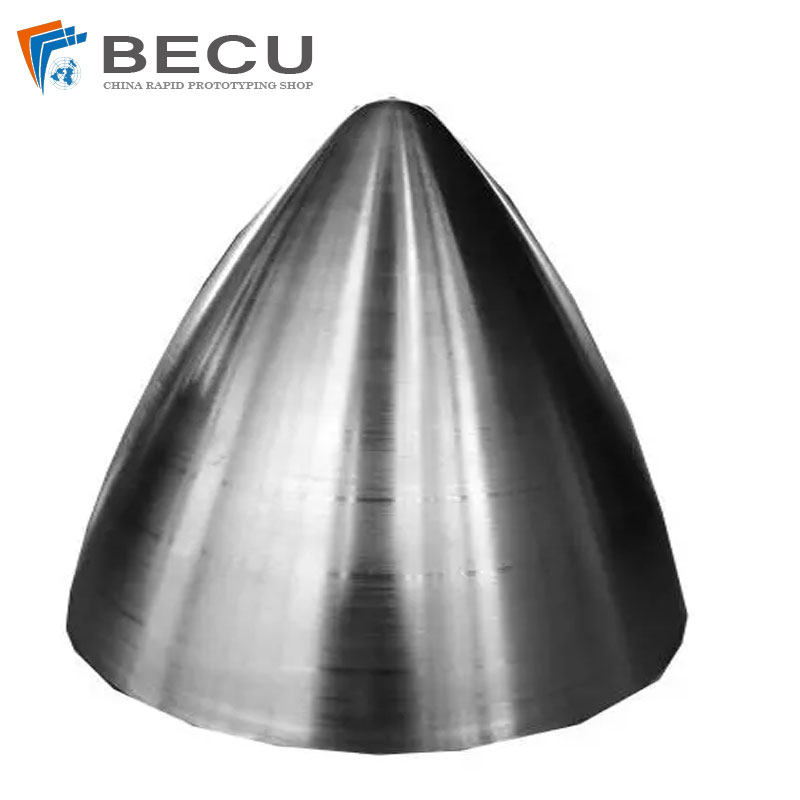
Cônes d’avion
- Matériau : Titane
- Taille d’estampage : Tournage de métal personnalisé et de grande taille
- Type d’emboutissage : filage de titane
- Moule d’estampage : moules de filage de métal
- Épaisseur de filage : 1,5 (mm)
- Post-traitement : Personnalisé
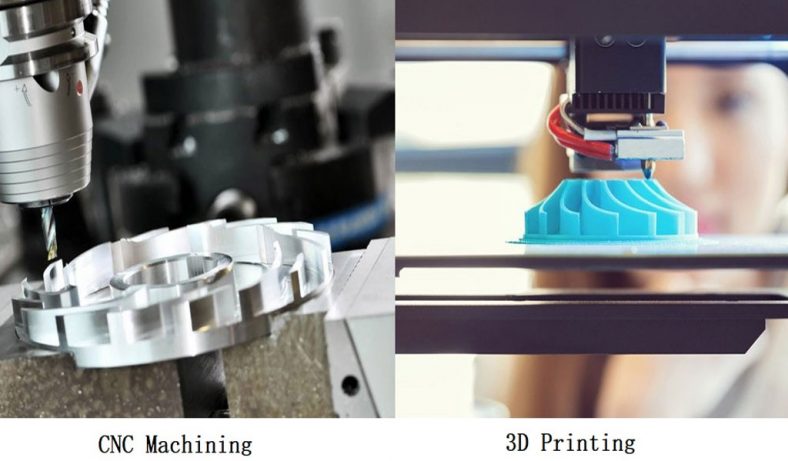
- Procédé : tournage CNC de métal
- Traitement de surface : Personnalisé
- Application : Filage aérospatial
Corps de cônes d’avion en titane de grade 5 à rotation de précision de qualité
Dans le domaine de l’aéronautique, la technologie de filage permet de produire des pièces telles que des cônes de queue de moteur, des carters partiels en tôle de moteur d’avion et des tuyères de queue. En outre, le composant principal du moteur d’avion, le tube à flamme, est également fabriqué par filage.
Le filage peut être divisé en filage à froid et filage à chaud selon qu’il est chauffé ou non. Le filage à chaud est principalement utilisé pour les matériaux difficiles à former tels que les alliages à haute température et les alliages titane-magnésium, ainsi que dans certaines situations où la déformation de filage est importante et le poids et la puissance de l’équipement sont insuffisants. Étant donné que les métaux difficiles à déformer tels que les alliages à haute température ont des effets de durcissement importants, par rapport au filage à froid, le filage à chaud provoque une recristallisation dynamique de la structure interne du métal pour éliminer le durcissement par chauffage, améliorant ainsi la plasticité et permettant son formage ; selon qu’il existe une forme spécifique, le moule à noyau et le filage peuvent être divisés en filage ordinaire et filage sans moule.
La forme finale du filage ordinaire dépend de la forme du mandrin, sa précision est donc élevée. Cependant, en raison de sa dépendance au mandrin, une fois que la forme du produit change, il devra également faire face à des étapes fastidieuses telles que la réparation du moule, de sorte que le filage ordinaire est généralement adapté à la production de masse.
Le filage sans moule utilise un mandrin universel au lieu d’un mandrin spécifique, et la forme de formage est entièrement déterminée par la trajectoire de la roue. Par rapport au premier, en raison du support de mandrin spécifique, le processus de formage est plus compliqué et il est sujet à une précision insuffisante et à une qualité instable. Cependant, il présente peu de restrictions, est facile à changer et peut faire gagner beaucoup de temps. Par conséquent, le filage sans moule est progressivement devenu un pôle de recherche et a de larges perspectives d’application.
Français La déformation des matériaux métalliques peut être divisée en étapes de déformation élastique et de déformation plastique. Une fois que la force externe appliquée dépasse la limite d’élasticité, le métal ne pourra pas revenir à son état d’origine lorsque la force externe sera supprimée. Parmi eux, l’étape de déformation élastique est également devenue un point difficile à contrôler pendant le filage, ce qu’on appelle le phénomène de retour élastique, qui a un grand impact sur la précision du produit. Par conséquent, la compensation du retour élastique est généralement réalisée par une combinaison de théorie, de simulation et d’expérience pour répondre aux exigences de précision du produit. Wang Qihang [5] a utilisé une méthode qui combine simulation et expérimentation. Sous les mêmes paramètres expérimentaux, après simulation et calcul théorique, l’erreur de pièce après compensation du retour élastique a été réduite de plus de 75 %.
Pourquoi choisir notre service de carrosserie de cônes d’avion en titane de grade 5 à tournage de précision ?
- Outillage. Le repoussage des métaux exotiques ou des superalliages nécessite un outillage, mais dans la plupart des cas, celui-ci durera toute la durée de vie du produit. L’expérience de Be-cu.com dans le développement d’outils de repoussage permet d’optimiser l’outillage, de sorte que l’amincissement, le découpage ultérieur et le retour élastique du matériau soient contrôlés.
- Prototypage. L’outillage étant réduit au minimum, le repoussage des métaux peut être une bonne solution pour le prototypage de composants complexes. Au fur et à mesure que le concept de conception évolue, l’outillage peut être ajusté pour correspondre à la pièce et produire rapidement plus de prototypes.
- Coût. Avec une géométrie adaptée, le repoussage des métaux peut être un moyen très rentable de produire des formes creuses de grand diamètre.
Contactez Be Cu maintenant pour votre filage de métal personnalisé , nous sommes votre meilleur choix de services de filage en ligne !
L’avantage du tournage de précision des cônes d’avion en titane de grade 5
- Comparés aux outils utilisés dans les méthodes de formage alternatives, les outils de repoussage des métaux représentent généralement 10 % du coût.
- Le processus de repoussage des métaux permet des délais d’exécution considérablement plus courts : les outils et les composants repoussés peuvent être disponibles en quelques semaines plutôt qu’en quelques mois.
- Les outils de tournage des métaux peuvent être modifiés rapidement et facilement pour s’adapter à l’évolution des conceptions de produits, permettant ainsi une flexibilité lorsque cela est le plus nécessaire.
- Le tournage des métaux produit des objets lisses et durables sans coutures ni soudures, car les pièces nécessitent une résistance supérieure et une grande esthétique.
Spécifications du corps des cônes d’avion en titane de grade 5 à filage de précision
| Capacités de tournage de métaux CNC | Unités d’anglais | Unités métriques |
|---|---|---|
| Longueur/hauteur maximale de la pièce | 48,0 po | 1 220 mm |
| Taille maximale du flan, diamètre | 49,0 po | 1 245 mm |
| Force maximale du rouleau | 19 tonnes | 169 kN |
| Épaisseur maximale de la pièce brute, acier inoxydable | 0,25 po | 6,3 mm |
| Épaisseur maximale de la pièce brute, acier | 0,31 po | 8 mm |